+86-18851810717





Ведущий коленчатый вал компрессора
В общем, с ведущим коленчатым валом компрессора как и со многими деталями, бывает, что все кажется простым на бумаге, а при реальном исполнении вырисовывается куча нюансов. Часто встречаю ситуации, когда на первоначальном этапе проектирования недооценивают важность правильного выбора и изготовления этого элемента. Не просто выбрать подходящий материал и размеры, а учесть нагрузки, динамические режимы работы и влияние рабочих сред. Встречаются примеры, когда из-за невнимательности к деталям, ведущий коленчатый вал выходит из строя после относительно небольшого срока службы, что приводит к серьезным простоям оборудования и, соответственно, финансовым потерям. В этой статье постараюсь поделиться собственным опытом и наблюдениями, которые, надеюсь, будут полезны.
Проблемы, возникающие при проектировании и изготовлении
Первая, и пожалуй, самая важная проблема – это неправильный расчет нагрузок. В компрессорах ведущий коленчатый вал подвергается высоким центробежным и осевым нагрузкам, особенно в режимах максимальной производительности. Неправильно рассчитанная геометрия и недостаточно прочный материал приводят к преждевременному износу и разрушению. Нам как производителям деталей для ветряных турбин часто приходится сталкиваться с такими случаями, когда изначально были занижены расчетные нагрузки, а потом возникали проблемы с надежностью конструкции. Мы использовали различные программные комплексы для моделирования, но даже с ними нужно тщательно перепроверять расчеты.
Еще один важный момент – это материал. Выбор материала зависит от многих факторов, включая рабочую температуру, давление и агрессивность рабочей среды. Чаще всего используют высокопрочные стали, но в некоторых случаях применяют чугун или даже специальные сплавы. Неправильный выбор материала может привести к коррозии, трещинам и другим дефектам. У нас в компании ООО Наньтун Орист Машинери, специализирующейся на производстве отливок из высокопрочного чугуна, постоянно совершенствуем технологии обработки и тестирования материалов, чтобы минимизировать риски, связанные с их использованием. Мы используем современные методы контроля химического состава и механических свойств металла.
Процесс изготовления также играет ключевую роль. Недостаточная точность обработки, неправильное термообработку или отсутствие контроля качества могут привести к серьезным проблемам. Например, если вал имеет слишком большой люфт, это может привести к вибрации и повышенному износу подшипников. При производстве ведущего коленчатого вала мы уделяем особое внимание точности обработки и контролю качества на каждом этапе производства. Мы используем современное оборудование и квалифицированный персонал. Иногда приходится прибегать к ресурсоемким операциям, таким как закалка и отпуск, чтобы получить необходимые свойства металла.
Практические примеры и ошибки
Однажды мы получили заказ на изготовление ведущего коленчатого вала для компрессора, который использовался в нефтеперерабатывающем заводе. Заказчик требовал максимально возможную производительность, но при этом не учитывал особенности рабочей среды. Компрессор работал в условиях высокой температуры и давления, а также подвергался воздействию агрессивных химических веществ. Мы, к сожалению, не смогли убедить заказчика в необходимости использования специальных сплавов и технологии защиты от коррозии, и в результате вал вышел из строя через несколько месяцев эксплуатации. Это был болезненный урок, который мы не забудем.
Другой пример – это случай, когда на производстве компрессоров были допущены ошибки при термообработке ведущего коленчатого вала. В результате вал приобрел остаточные напряжения, что привело к его растрескиванию при работе. Оказывается, что неправильно подобранный режим термообработки привел к неравномерному распределению напряжений в материале. Эта ситуация подчеркивает важность строгого контроля качества на всех этапах производства.
Современные тенденции и новые технологии
В настоящее время наблюдается тенденция к использованию новых материалов и технологий при производстве ведущих коленчатых валов. Например, все чаще используются композитные материалы, которые обладают высокой прочностью и легкостью. Также активно разрабатываются новые методы термообработки, которые позволяют получать более качественные и надежные детали. Мы в ООО Наньтун Орист Машинери следим за этими тенденциями и постоянно внедряем новые технологии в производство. Например, мы сейчас тестируем возможность использования сплавов на основе никеля для изготовления валов, работающих в особенно агрессивных средах.
Еще одно направление развития – это использование современных методов контроля качества, таких как ультразвуковой контроль и рентгенография. Эти методы позволяют выявлять дефекты, которые не видны невооруженным глазом. Мы активно используем ультразвуковой контроль для проверки качества отливок и механической обработки. Он позволяет нам выявлять внутренние дефекты, такие как трещины и поры.
Заключение
Таким образом, изготовление ведущего коленчатого вала компрессора – это сложная и ответственная задача, требующая тщательного проектирования, выбора материала, контроля качества и использования современных технологий. Ошибки на любом этапе производства могут привести к серьезным проблемам и финансовым потерям. Надеюсь, что мой опыт и наблюдения будут полезны тем, кто занимается проектированием и производством компрессорного оборудования.
ООО Наньтун Орист Машинери стремится предоставлять клиентам высококачественные детали, отвечающие самым строгим требованиям. Мы постоянно совершенствуем наши технологии и расширяем спектр услуг. Если у вас есть вопросы, пожалуйста, обращайтесь.
Рекомендации по выбору поставщика
При выборе поставщика ведущего коленчатого вала необходимо обращать внимание на его опыт работы, используемые технологии и систему контроля качества. Важно, чтобы поставщик имел необходимые сертификаты и лицензии. Также необходимо учитывать стоимость детали и сроки поставки. Лучше всего выбрать поставщика, который имеет богатый опыт работы с подобными деталями и может предоставить гарантию на свою продукцию.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
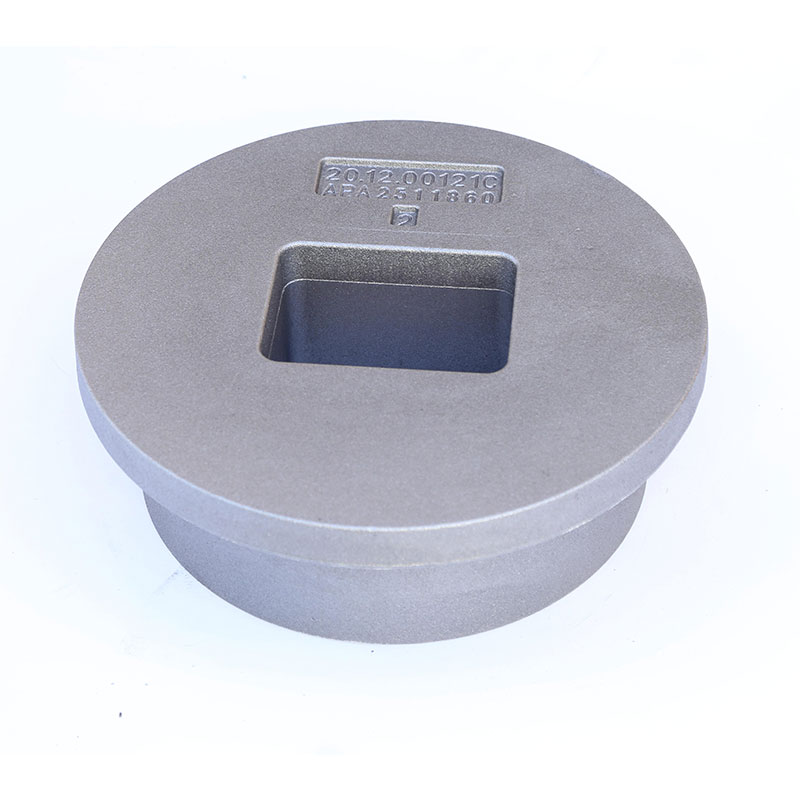
 Крышка коренного подшипника
Крышка коренного подшипника -
 Тяговый ролик лифта
Тяговый ролик лифта -
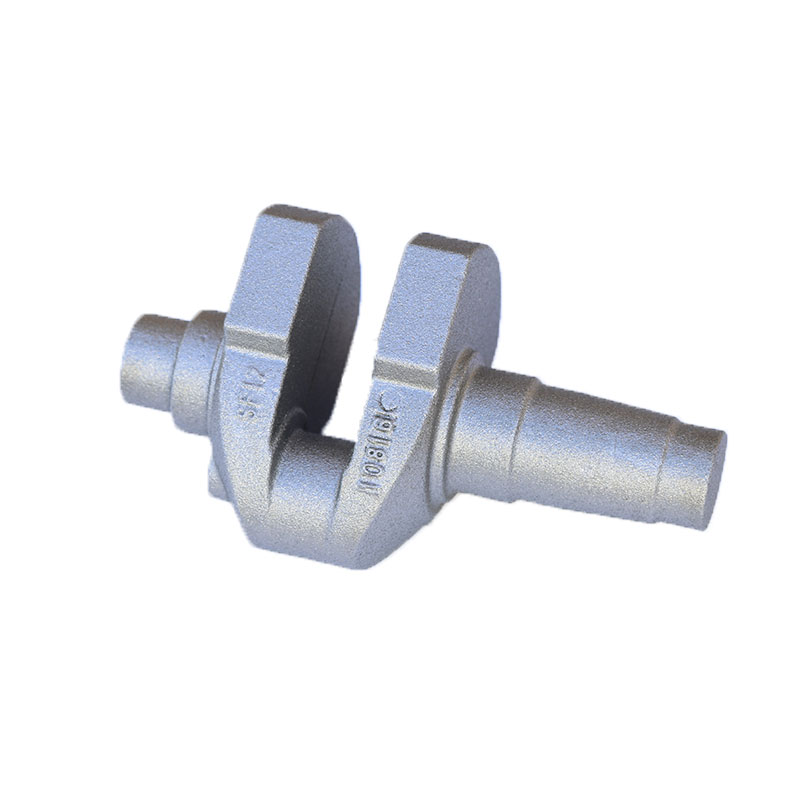 Коленчатый вал дизельного двигателя с одним стержнем
Коленчатый вал дизельного двигателя с одним стержнем -
 Вал и кронштейн верхнего шарнира грузовика с гравитационным приводом
Вал и кронштейн верхнего шарнира грузовика с гравитационным приводом -
 Шкивы
Шкивы -
 Тормозной диск легкового автомобиля
Тормозной диск легкового автомобиля -
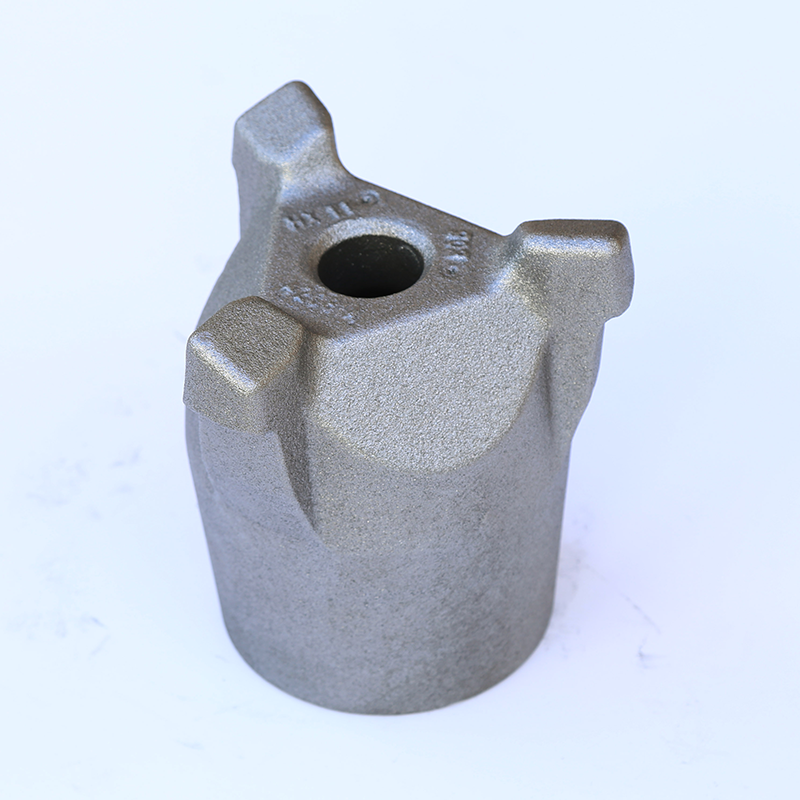
 Коленчатый вал компрессора
Коленчатый вал компрессора -
 Корпусы редукторов
Корпусы редукторов -
 Литые шестерни
Литые шестерни -
 Пятизвёздочные втулки плунжера гидромотора
Пятизвёздочные втулки плунжера гидромотора -
 Зажим тормоза лифта
Зажим тормоза лифта -
 Клинья для поездов
Клинья для поездов
Связанный поиск
Связанный поиск- Высокопрочный чугун ggg40
- Ведущий корпус подшипника 2
- Ведущий клапан гидравлический электромагнитный
- Китай ротор воздушного компрессора
- Многозвенный коленчатый вал дизельного двигателя
- Корпус редуктора материал
- Китай обработка чугуна на станках
- Ведущий размеры корпусов подшипников
- Оптом однозвенный коленчатый вал дизельного двигателя
- Китай корпус переднего редуктора нива