+86-18851810717





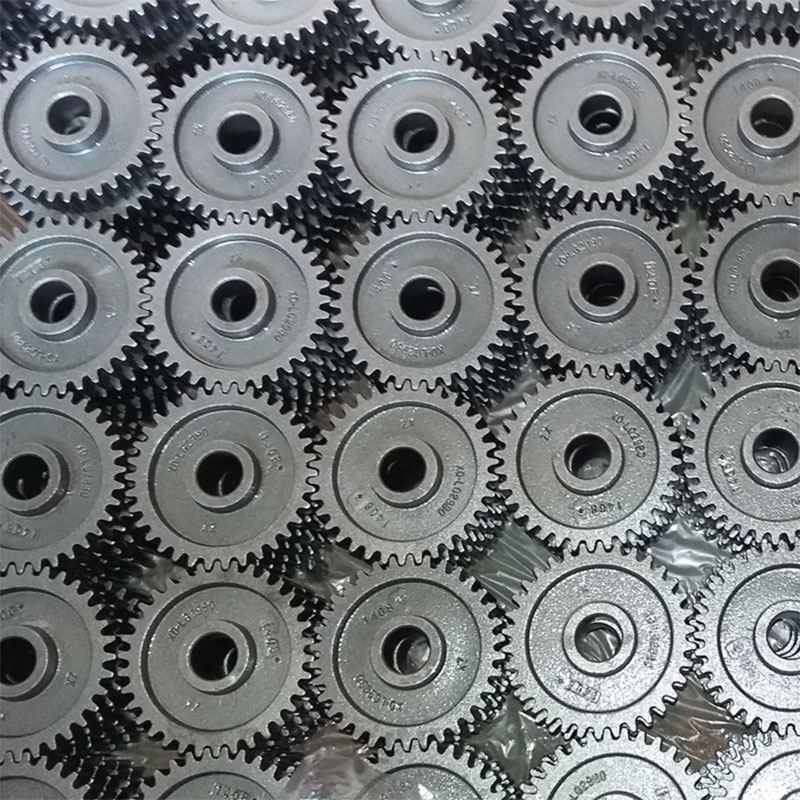
Цилиндрический зуб шестерни
Цилиндрический зуб шестерни – это, казалось бы, простая деталь. Но если копнуть глубже, то понимаешь, сколько факторов влияет на её качество и долговечность. Начинал я свою карьеру с предположения, что стандартные расчеты и типовые чертежи всегда достаточны. Ошибался, конечно. Эта статья – скорее попытка поделиться опытом, собранным в процессе работы с различными типами редукторов, особенно в сегменте ветроэнергетики. Речь пойдет о практических аспектах проектирования и производства, о тонкостях, которые не всегда отражены в учебниках. Будем говорить о реальных проблемах, с которыми сталкиваешься на производстве и как их решать.
Основные параметры и типы цилиндрических зубьев
Прежде всего, важно понимать основные параметры, определяющие свойства цилиндрического зубчатого колеса. Это модуль зубьев, шаг, профиль зубьев (хобби, ВГМ, 28 зубов и т.д.) и, конечно, геометрия зуба – длина, ширина, угол наклона. Не стоит забывать и про материал. Обычно это сталь 40Х, 45Х, но для более высоких нагрузок применяют инструментальную сталь, а иногда и специальные сплавы.
Существуют разные типы цилиндрических зубьев, которые различаются по профилю. Один из самых распространенных – профиль Хоба. Он обладает хорошими несущими способностями и относительно простой обработкой. Однако, для повышения точности и снижения вибраций часто используют профили ВГМ (Вейле-Гильберта-Мюллера) или более сложные профили с косой насечкой. Выбор профиля зависит от предполагаемой нагрузки, скорости вращения и требований к точности.
Часто возникают вопросы с применением цилиндрических зубьев с косой насечкой. Кажется, что они сложнее в производстве, но при правильном подходе это вполне реально. Основное преимущество – возможность передачи крутящего момента под углом, что существенно упрощает конструкцию редукторов и позволяет компактно разместить компоненты.
Проблемы при производстве и решения
Один из самых распространенных проблем – это обеспечение необходимой точности цилиндрических зубьев. Даже небольшое отклонение от заданного профиля может привести к повышенному шуму, вибрациям и снижению срока службы редуктора. В частности, при производстве крупных зубчатых колес возникают сложности с поддержанием формы зуба. Для решения этой проблемы применяют контроль размеров на всех этапах обработки, используем координатно-измерительные машины (КИМ) и выполняем последующую шлифовку.
Еще одна проблема – это отвод тепла при обработке. При фрезеровании или точении цилиндрических зубьев выделяется большое количество тепла, которое может привести к деформации заготовки и ухудшению качества поверхности. Поэтому необходимо использовать эффективные системы охлаждения и смазки. В наших условиях, при работе со сталью, часто используем гидрофлюиды, но важно контролировать их чистоту и давление.
При производстве больших цилиндрических зубьев с глубоким зацеплением возникает проблема с перемещением заготовки в пространстве. Обычные токарные станки могут не справиться с этой задачей. В таких случаях применяют специальные шпоночные столы или используем комбинированные системы обработки, сочетающие точение и фрезерование.
Пример из практики: редуктор для ветрогенератора
Недавно мы работали над изготовлением редуктора для ветрогенератора. Редуктор должен был выдерживать очень большие нагрузки и работать в агрессивной среде. Основная сложность заключалась в изготовлении цилиндрических зубьев большого диаметра с высокой точностью. Мы использовали фрезерный станок с ЧПУ и координатно-измерительную машину для контроля размеров. Также мы применили специальную систему охлаждения и смазки, чтобы предотвратить деформацию заготовки при обработке. В результате, нам удалось изготовить цилиндрические зубья с требуемыми характеристиками и обеспечить надежную работу редуктора.
Были и неудачи. При изготовлении одного из прототипов, возникли проблемы с шероховатостью поверхности зубьев. Пришлось перерабатывать технологический процесс и использовать более грубые фрезы. Это стоило времени и денег, но в итоге мы добились желаемого результата. Поэтому всегда стараемся тщательно планировать процесс производства и проводить контроль качества на всех этапах.
Особенности обработки больших цилиндрических зубьев
Работа с цилиндрическими зубьями большого диаметра требует особого внимания к деталям. Распределение усилия при фрезеровании становится критическим. Необходимо использовать многопроходную обработку и выбирать фрезы с достаточной жесткостью, чтобы избежать их деформации. Также важно правильно подобрать режимы резания, чтобы избежать перегрева и повреждения обрабатываемой детали. Часто приходится использовать токарно-фрезерные станки, что позволяет выполнить обработку в одном технологическом цикле. Проблема точного позиционирования заготовки, особенно при больших размерах, решается с помощью автоматизированных систем с ЧПУ и точных приспособлений.
Важность контроля качества цилиндрических зубьев
Контроль качества цилиндрических зубьев — это не просто проверка размеров, это комплексная оценка всех параметров, влияющих на их работоспособность. Необходимо контролировать геометрию, шероховатость поверхности, форму зубьев, а также наличие дефектов, таких как трещины и сколы. Для этого используются различные методы контроля, включая визуальный осмотр, геометрический контроль и ультразвуковой контроль. Особенно важно контролировать качество цилиндрических зубьев, предназначенных для работы в условиях высоких нагрузок и вибраций.
Заключение
В заключение хочется сказать, что цилиндрические зубья шестерни – это важная часть любой зубчатой передачи. Для обеспечения надежной и долговечной работы редуктора необходимо тщательно проектировать и производить цилиндрические зубья, учитывая все факторы, влияющие на их свойства. Не стоит недооценивать важность контроля качества и использования современных технологий обработки.
ООО Наньтун Орист Машинери постоянно совершенствует свои технологии производства цилиндрических зубьев шестерни и предлагает широкий спектр услуг в области проектирования и изготовления зубчатых передач. Если вам необходимо изготовить цилиндрические зубья шестерни по индивидуальному заказу, обращайтесь к нам. [https://www.honestm.ru/](https://www.honestm.ru/).
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Вращающийся стержень прядильной машины
Вращающийся стержень прядильной машины -
 Гидравлический клапан
Гидравлический клапан -
 Стальная основа для высокоскоростных железнодорожных тормозов
Стальная основа для высокоскоростных железнодорожных тормозов -
 Шкив троса лифта
Шкив троса лифта -
 Многозвенные коленчатые валы дизельных двигателей
Многозвенные коленчатые валы дизельных двигателей -
 Пятизвездочного масляный поддон гидравлического двигателя
Пятизвездочного масляный поддон гидравлического двигателя -
 Стопорная пластина
Стопорная пластина -
 Крышка прядильной машины
Крышка прядильной машины -
 Роторы вентиляторов
Роторы вентиляторов -
 Шкивы
Шкивы -
 Подкладка тормозного механизма грузовика
Подкладка тормозного механизма грузовика -
 Цилиндрические шестерни
Цилиндрические шестерни
Связанный поиск
Связанный поиск- Ведущий опорно поворотный кронштейн
- Оптом обработка чугуна на станках
- Дешево корпуса роликовых подшипников
- Высококачественный производство автомобильных деталей
- Дешево клиновая опора
- Аксессуары для оборудования по производству кирпича и плитки
- Высококачественный канатный шкив
- Высококачественный кронштейн опорный l
- Высококачественный детали текстильного оборудования
- Ведущий кронштейн опорный оцинкованный