+86-18851810717





Oem ковкий чугун adi
Ковкий чугун… Звучит солидно, правда? Но на практике это не всегда просто. Часто вижу, как клиенты ожидают чего-то волшебного, идеального, а потом удивляются сложности и дороговизне конечного продукта. Давайте начистоту – это не просто заливаем чугун в форму. Это целая наука, включающая выбор марки, технологию литья, последующую обработку и контроль качества. И да, я не собираюсь писать про теоретические аспекты. Я хочу поделиться тем, что видел и делал, чтобы, возможно, кто-то из читающих избежал ошибок.
С чего начинается работа с ковким чугуном?
Начнем с выбора материала. Не все виды чугуна одинаково полезны для разных задач. Нужна высокая прочность? Тогда обращаем внимание на марки с высоким содержанием кремния и марганца. А если важна устойчивость к износу – то добавляем больше серы и фосфора. Вот здесь возникает первый вопрос: как определить, какая марка подходит именно для вашего случая? И тут уже нужен опыт. Просто взять и заказать “ковкий чугун” – это рискованно. Лучше подробно описать задачу, указать предполагаемые нагрузки, условия эксплуатации, и позволить специалистам подобрать оптимальный состав.
Я помню один случай с литьем компонентов для ветряных турбин. Клиент указал общие требования к прочности, но не учел вибрационные нагрузки. В результате отливки быстро начали трескаться. Пришлось переделывать всю партию, и это повлекло за собой серьезные финансовые потери. С тех пор всегда стараюсь задавать максимально детальные вопросы заказчику, чтобы исключить подобные ситуации. А еще – запрашиваю технические условия на отливку, чтобы понять, какие требования к чистоте металла и термической обработке.
Выбор формы и технологии литья
Формоизготовление – это отдельная тема. От формы зависит не только геометрия отливки, но и ее качество. Для сложных деталей часто используют песчано-глиняные формы, а для простых – штампы. Важно правильно выбрать технологию литья, учитывая размеры детали, ее сложность и требуемую точность. Например, для крупных деталей часто используют много???ные формы, чтобы снизить риск деформации и повысить качество поверхности. Иногда приходится прибегать к сложным технологиям, таким как разъемное литье, чтобы обеспечить доступ к труднодоступным местам.
Мы однажды столкнулись с проблемой при литье большого корпуса гидромотора. Использовали песчано-глиняную форму, но она деформировалась при заливке металла. Пришлось менять форму и перестраивать технологический процесс. Это заняло много времени и денег, но в итоге мы получили отливку нужного качества.
Механическая обработка: от заготовки до готового изделия
После литья отливки обычно требуют механической обработки. Это может быть фрезерование, точение, сверление, шлифование и другие операции. Цель – обеспечить требуемую точность размеров и шероховатость поверхности. Важно использовать правильное оборудование и инструменты, а также строго следовать технологическим картам.
Не всегда механическая обработка – это просто ?отшлифовать и отточить?. Иногда приходится решать сложные задачи, например, снимать большие объемы металла или обрабатывать детали с ограниченным доступом. Используем различные методы, включая электроэрозионную обработку и химико-механическую полировку. Иногда даже приходится прибегать к точечной термообработке, чтобы улучшить механические свойства поверхности.
Контроль качества: залог надежности
Контроль качества – это неотъемлемая часть всего процесса. На каждом этапе – от выбора материала до механической обработки – необходимо проводить контроль, чтобы выявить и устранить дефекты. Используем различные методы контроля, включая визуальный осмотр, геометрический контроль, ультразвуковой контроль и химический анализ. Особое внимание уделяем контролю размеров и шероховатости поверхности.
Мы используем современные измерительные приборы, такие как координатно-измерительные машины, профилометры и микроскопы, чтобы обеспечить высокое качество нашей продукции. И да, мы всегда оставляем себе запас по допуску, чтобы учесть возможные отклонения при механической обработке.
Проблемы и подводные камни
Не все всегда идет гладко. Часто возникают проблемы с усадкой металла, появлением трещин, деформацией отливок. Иногда приходится прибегать к сложным методам контроля и корректировки технологического процесса. И, конечно, не стоит забывать про термическую обработку – она играет огромную роль в определении механических свойств отливки.
Однажды мы получили партию отливок с трещинами после литья. Пришлось провести детальный анализ причин дефекта. Оказалось, что проблема была в неправильном выборе температуры заливки. После корректировки технологического процесса проблема была решена.
Влияние ковкого чугуна на конечную продукцию
В заключение хочу сказать, что ковкий чугун – это очень универсальный материал, который может использоваться для изготовления широкого спектра деталей. Но для достижения оптимального результата необходимо тщательно подходить к выбору материала, технологии литья и механической обработки. И, конечно, не стоит экономить на контроле качества.
Мы постоянно совершенствуем наши технологии, чтобы предлагать нашим клиентам продукцию самого высокого качества. Если у вас есть вопросы, не стесняйтесь обращаться к нам. С удовольствием поможем.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Корпус компрессора
Корпус компрессора -
 Крышка прядильной машины
Крышка прядильной машины -
 Крышка коренного подшипника
Крышка коренного подшипника -
 Направляющий ролик лифта
Направляющий ролик лифта -
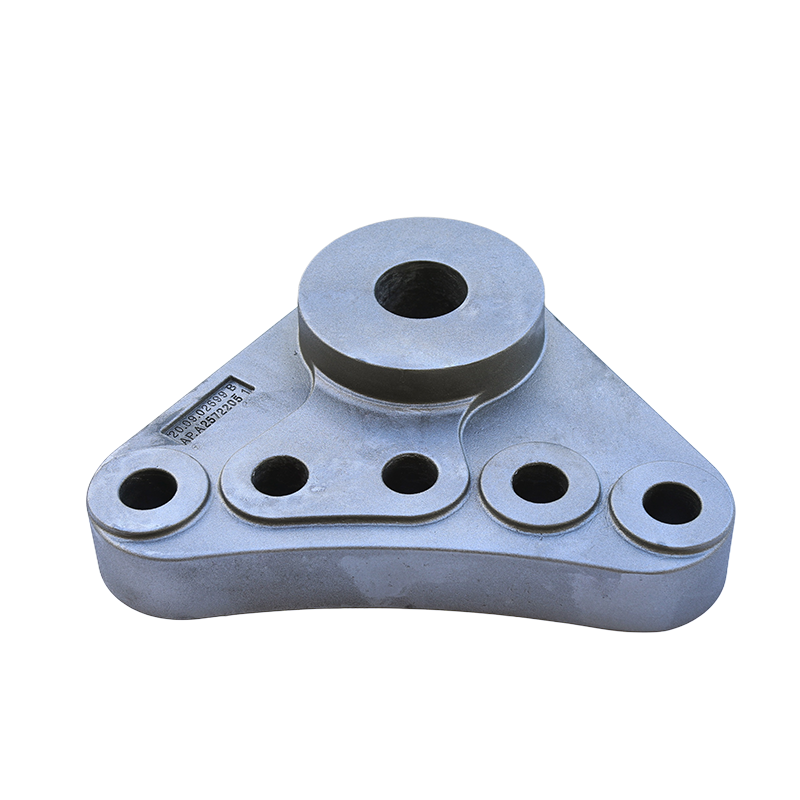
 Кронштейн балансирного вала
Кронштейн балансирного вала -
 Тормозной диск легкового автомобиля
Тормозной диск легкового автомобиля -
 Стопорная пластина
Стопорная пластина -
 Шкив троса лифта
Шкив троса лифта -
 Детали для высокоскоростных железнодорожных тормозов
Детали для высокоскоростных железнодорожных тормозов -
 Зажим тормоза лифта
Зажим тормоза лифта -
 Дифференциал
Дифференциал -
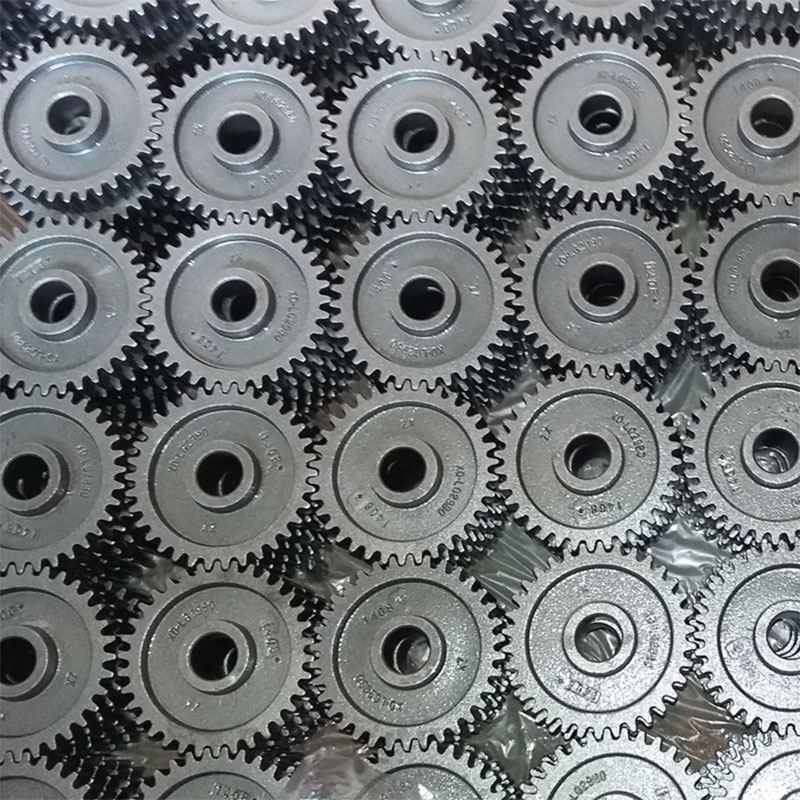 Цилиндрические шестерни
Цилиндрические шестерни
Связанный поиск
Связанный поиск- Высококачественный кронштейн балансира грузовик
- Дешево детали пневматических молотов
- Ведущий подвески балансировочных машин для грузовиков
- Замена ступицы
- Ведущий канатный шкив
- Высококачественный корпус редуктора мотоблок
- Китай узлы пневматической подвески
- Oem корпус редуктора заднего моста
- Ведущий рама высокоскоростного железнодорожного тормоза
- Оптом коленчатый вал компрессора