+86-18851810717





Oem стальная основа для высокоскоростного железнодорожного тормоза
Разработка и производство компонентов для высокоскоростных железнодорожных тормозов – это, на мой взгляд, одна из самых сложных задач в современной инжиниринговой индустрии. Часто встречаются упрощения, когда все сводится к одному лишь материалу и механической прочности. Но на деле все гораздо глубже. Нельзя забывать о динамических нагрузках, вибрациях, температурных перепадах и, конечно, о требованиях к долговечности и безопасности. Мы в ООО Наньтун Орист Машинери, как производитель стальных отливок для различных отраслей, включая железнодорожную, постоянно сталкиваемся с этими сложностями и ищем оптимальные решения. Хочу поделиться своими мыслями и опытом, может быть, кому-то пригодится.
Особенности стали для тормозных систем высокоскоростных поездов
Вопрос выбора стали для оЕМ стальной основы для высокоскоростного железнодорожного тормоза – это не просто выбор по ГОСТу. Тут важны целый комплекс факторов. Нужно учитывать не только механические свойства, такие как предел прочности, предел текучести, пластичность и ударная вязкость, но и коррозионную стойкость, особенно учитывая агрессивную среду, в которой работают тормозные системы. Обыкновенная сталь тут, как правило, не подходит – она недостаточно прочна и подвержена коррозии. Чаще всего используют высокопрочные легированные стали, содержащие хром, марганец, ванадий и другие элементы. Но даже среди них нужно подбирать именно тот сплав, который оптимально подходит под конкретные условия эксплуатации.
Мы, например, часто работаем с легированными сталями на основе хромомарганца. Они обеспечивают хорошую прочность и износостойкость, что критически важно для элементов тормозной системы, подвергающихся высоким нагрузкам и трению. Но даже такие стали требуют специальной термической обработки, чтобы добиться оптимального сочетания свойств. Неправильная термообработка может привести к снижению прочности или увеличению хрупкости детали, что недопустимо в тормозных системах.
Проблемы литья стальных отливок для тормозов
Процесс литья стальных отливок для оЕМ стальной основы для высокоскоростного железнодорожного тормоза – это отдельный вызов. Сталь – материал с высокой теплопроводностью, поэтому при литье могут возникать напряжения и дефекты. Важно тщательно контролировать процесс охлаждения и затвердевания отливки, чтобы избежать трещин и других повреждений. Особенно это актуально для крупных деталей, таких как тормозные колодки или тормозные диски.
Мы сталкивались с проблемой образования внутренних трещин при литье больших тормозных дисков. Причина, как выяснилось, заключалась в неравномерном охлаждении детали. Мы внедрили систему контроля температуры и постепенно улучшили технологию охлаждения, что позволило решить эту проблему. Постоянный мониторинг и корректировка параметров литья – это залог качественного конечного продукта.
Технологии литья и их влияние на свойства детали
Существует несколько технологий литья стали – чугунное литье, стальное литье, литье по выплавляемым моделям. Каждая технология имеет свои преимущества и недостатки. Например, чугунное литье – это самый экономичный способ производства крупных деталей, но оно дает менее однородную структуру, чем стальное литье. Литье по выплавляемым моделям позволяет получить детали с высокой точностью и чистотой поверхности, но оно дороже. Выбор технологии зависит от требований к качеству и стоимости деталей.
В последние годы все большее распространение получает метод бесшовного литья. Этот метод позволяет получить детали без пор и дефектов, что значительно повышает их прочность и надежность. Но для его реализации требуется специальное оборудование и квалифицированный персонал.
Контроль качества и испытания
Качество оЕМ стальной основы для высокоскоростного железнодорожного тормоза должно соответствовать самым высоким требованиям. Мы используем современное оборудование для контроля качества, включая ультразвуковой контроль, рентгеновский контроль и спектральный анализ. Важно не только выявить дефекты, но и предотвратить их возникновение на всех этапах производства.
После литья отливки подвергаются испытаниям на прочность, износостойкость и коррозионную стойкость. Мы используем различные методы испытаний, такие как статическое и динамическое нагружение, трение в условиях реальной эксплуатации и коррозионные испытания в агрессивных средах. Результаты испытаний помогают убедиться в том, что детали соответствуют требованиям заказчика и готовы к эксплуатации.
Роль цифрового моделирования и предиктивной аналитики
Сегодня все большее значение приобретает цифровое моделирование и предиктивная аналитика. С помощью этих технологий можно прогнозировать поведение детали в различных условиях эксплуатации и оптимизировать ее конструкцию и технологию производства. Это позволяет снизить риски возникновения дефектов и повысить надежность тормозной системы в целом. Мы начали использовать методы конечных элементов (FEM) для моделирования процесса литья и оценки напряжений в деталях. Это помогает нам выявлять потенциальные проблемы на ранней стадии и принимать меры по их предотвращению.
Недавно у нас был эксперимент с применением машинного обучения для прогнозирования вероятности возникновения трещин при литье. Результаты оказались многообещающими, и мы планируем дальнейшее развитие этого направления.
Ошибки и недочеты в производстве
В процессе работы мы сталкивались с различными ошибками и недочетами. Например, часто встречается недостаточный контроль за чистотой
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Стяжной стержень прядильной машины
Стяжной стержень прядильной машины -
 Роторы вентиляторов
Роторы вентиляторов -
 Крышка прядильной машины
Крышка прядильной машины -
 Корпус компрессора
Корпус компрессора -
 Дифференциал
Дифференциал -
 Гидравлический клапан
Гидравлический клапан -
 Тормозная головка ограничителя скорости лифта
Тормозная головка ограничителя скорости лифта -
 Намоточная катушка для текстильного оборудования
Намоточная катушка для текстильного оборудования -
 Шкив троса лифта
Шкив троса лифта -
 Зубчатая звездочка
Зубчатая звездочка -
 Многозвенные коленчатые валы дизельных двигателей
Многозвенные коленчатые валы дизельных двигателей -
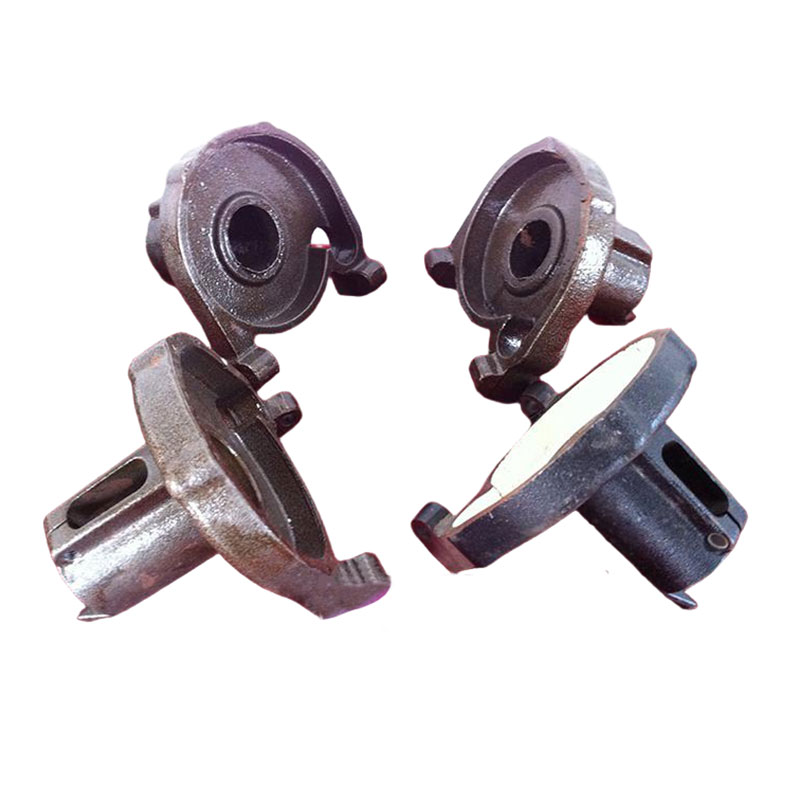
 Стальная основа для высокоскоростных железнодорожных тормозов
Стальная основа для высокоскоростных железнодорожных тормозов
Связанный поиск
Связанный поиск- Обратный клапан гидравлический
- Высококачественный железнодорожные детали
- Корпус переднего редуктора
- Оптом серия шкивов
- Оптом стальная основа для высокоскоростного железнодорожного тормоза
- Высококачественный кронштейн балансира грузовик
- Оптом дифференциал
- Ведущий сплав для обработки чугуна
- Оптом серия компрессоров
- Высококачественный ступицы